Jaké jsou druhy zapalování TIG oblouku? Jaký je rozdíl v dotykovém a vysokofrekvenčním startu? Co je to LIFT ARC START? Mohu obyčejným invertorem svařovat metodou TIG? Vše o způsobech zapalování TIG oblouku se dočtete v tomto článku.
Start oblouku při TIG svařování
Start oblouku se při TIG svařování může provádět dvěma základními způsoby: zapalováním s dotykem a zapalováním vysokofrekvenčním (bez dotyku). Při zapalování s dotykem můžeme dále rozlišovat na zapalování škrtnutím a na tzv. LIFT ARC start. Všechny způsoby si dále podrobně popíšeme.
Dotykové zapalování škrtnutím (Scratch Start)
Dotykové zapalování škrtnutím je nejstarší způsob zapálení TIG oblouku. Umožňuje svářeči zapálit oblouk škrtnutím wolframové elektrody o základní materiál podobně jako u zapalování oblouku při svařování obalenou elektrodou - je to vlastně velmi podobné jako škrtnutí běžnou zápalkou. Tento způsob, nazývaný někdy jako "náškrab", bývá jedinou možností zapálení oblouku při použití svářeček, které nejsou přímo určeny na TIG svařování, ale svou charakteristikou to přesto umožňují (běžné MMA invertory pro svařování obalenou elektrodou).
Nevýhoda tohoto způsobu zapálení oblouku spočívá právě ve zmiňovaném škrtnutí. Dochází při něm totiž ke kontaminaci svařovaného materiálu wolframem a naopak i ke znečištění wolframové elektrody základním materiálem. Obojí je špatně. Částečky wolframu (wolframové vměstky), které se při škrtnutí dostanou do základního materiálu, totiž zhoršují vlastnosti svarového spoje a jsou nežádoucí. Tyto vměstky se dají spolehlivě odhalit na rentgenovém snímku při zkoušce svaru a jejich přítomnost je považována za vadu svaru.
Stejně nežádoucí je i znečištění wolframové elektrody základním materiálem (zejména uhlíkem z nelegované oceli). Toto znečištění pak způsobuje nestabilní oblouk a znečištěnou wolframovou elektrodu je nutné častěji obrousit. Více informací o broušení wolframových elektrod získáte v článku PROČ A JAK BROUSIT WOLFRAMOVOU ELEKTRODU.
K opotřebení elektrody přispívá i to, že zapalujeme plným proudem, tedy nastaveným proudem svařovacím. Nenechte se mýlit tím, že invertory mají přepínač MMA/TIG. Tímto přepínačem se jen vypíná funkce HOT START a žádnou další podporu pro TIG svařování nepřináší. Pokud bychom ale zapalovali oblouk se zapnutou funkcí HOT START (která nám proud ještě o cca 30 % navýší), elektroda bude trpět mnohem více.
Zabránit vzájemné kontaminaci elektrody a materiálu je možné například zapálením oblouku na pomocné měděné destičce, kterou si položíme vedle místa svařování. Destička pochopitelně musí mít elektrický kontakt se základním materiálem. Oblouk zapálíme na destičce a poté jej přeneseme do místa svařování - tento způsob se nazývá zapalování na zrcátku.
Dotykové zapalování LA (LIFT ARC Start)
Ve snaze zmírnit nevýhody startu škrtnutím přišli výrobci s jeho modifikací, tzv. LIFT ARC startem, který se zkráceně označuje jak LA. Bývá také označován jako LIVE TIG, LIFT TIG apod. Při tomto způsobu se oblouk již nezapaluje škrtnutím elektrody, ale pouhým dotykem se základním materiálem. Navíc se nezapaluje plným proudem, ale naopak sníženým (třeba jen na 10 A) a teprve po zapálení oblouku se proud automaticky zvýší na nastavenou hodnotu svařovacího proudu. LIFT ARC start tak minimalizuje vzájemnou kontaminaci i opotřebení elektrody.
Je ale jasné, že LIFT ARC start už vyžaduje určitou podporu ze strany svářečky. Už to prostě nemůže být běžný MMA zdroj s přepínačem MMA/TIG, ale musí to být zdroj s vestavěnou funkcí pro LIFT ARC start. Jde zejména o to, aby při přepnutí do režimu TIG LA zdroj snížil zapalovací proud na minimum, bez ohledu na nastavenou hodnotu svařovacího proudu.
Ovšem většina svářeček s LIFT ARC startem toho v režimu TIG umí mnohem více. Příkladem je třeba tuzemský Kühtreiber KITin 150 TIG LA RS.

Kühtreiber KITin 150 TIG LA RS
Kromě klasického LIFT ARC startu umí také řízené zhasnutí oblouku. To sice vypadá jako samozřejmost, ale není. U běžných MMA (elektrodových) svářeček, se kterými svařujete metodou TIG a oblouk zapalujete škrtnutím, totiž musíte na konci svařování oblouk "utrhnout". A přepínač MMA/TIG na tom nic nemění. U zdroje KITin LA stačí jen oblouk více natáhnout (oddálit hořák na cca 10 mm) a svářečka pozná, že hodláte končit. Spustí se doběh proudu, tzv. DOWN SLOPE a následně oblouk sám zhasne.
Svařovací zdroje s dotykovým startem zpravidla nejsou vybaveny vlastním elektromagnetickým plynovým ventilem. Ochranný plyn (argon) tak do TIG hořáku proudí přímo z redukčního ventilu na tlakové lahvi a zdrojem vůbec neprochází. Plyn se pak pouští a zastavuje ručně ventilkem v rukojeti hořáku. Proto jsou tyto hořáky označovány jako hořáky "s ventilkem".
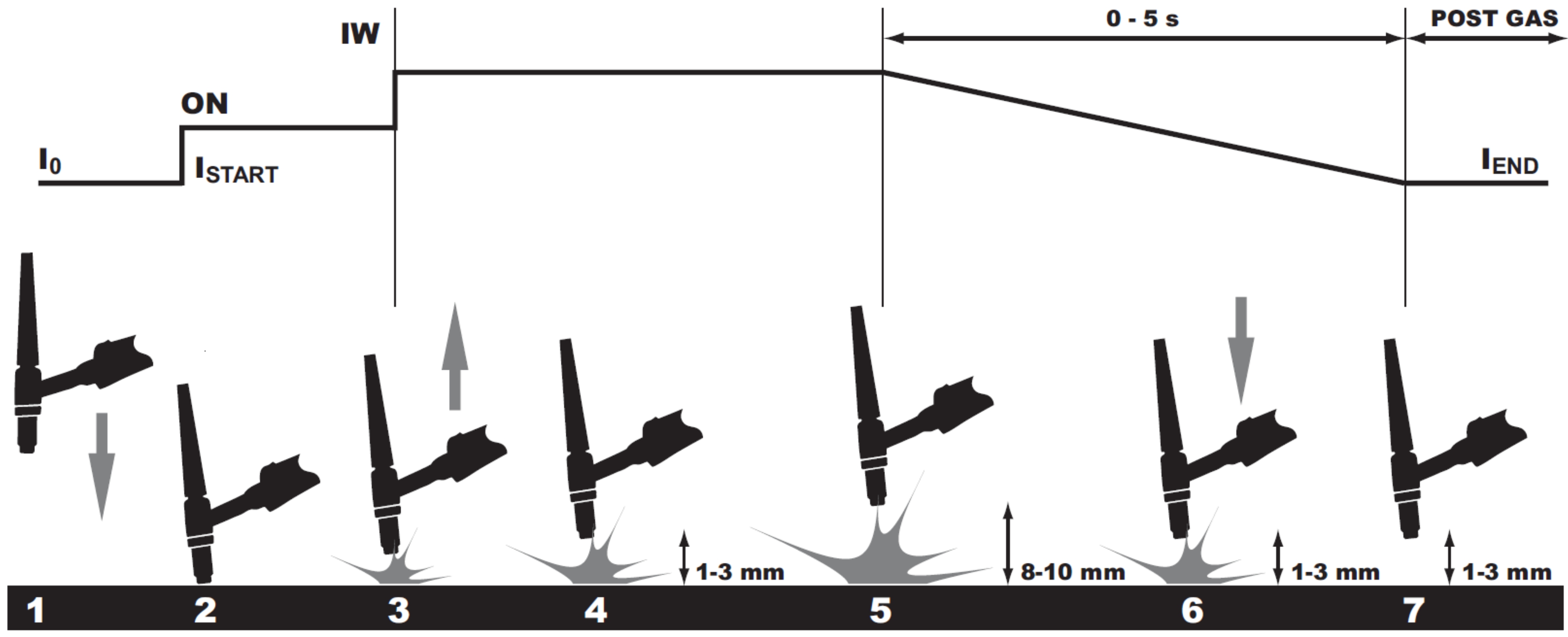
Princip startu a ukončení svařování při LIFT ARC startu
Spusťte plyn pomocí ventilku na svařovacím hořáku. 1.) Přiblížení wolframové elektrody ke svařovanému materiálu. 2.) Lehký dotek wolframové elektrody se svařovaným materiálem. 3.) Oddálení wolframové elektrody a zapálení svařovacího oblouku. 4.) Svařovací proces. 5.) Zakončení svařovacího procesu a aktivace DOWN SLOPE (vyplnění kráteru). 6.) Opětovné přiblížení - svařovací proud se snižuje po nastavenou dobu na nastavenou hodnotu koncového proudu (např. 10 A) - vyplnění kráteru. 7.) Zakončení svařovacího procesu - digitální řízení automaticky vypne svařovací proces. Vypněte plyn pomocí ventilku na svařovacím hořáku.
K dotykovému zapalování (škrtacímu i LA) zbývá ještě dodat, že se dá dobře použít jen při svařování stejnosměrným (DC) proudem. Zapalovat dotykem při svařování střídavým (AC) proudem je totiž velmi obtížné, až téměř nemožné.
Bezdotykové vysokofrekvenční zapalování (High Frequency Start)
Při bezdotykovém zapalováním oblouku se wolframová elektroda nedotkne základního materiálu a přesto dojde k zapálení oblouku. Na svědomí to má elektrický výboj generovaný zdrojem vysokého napětí o vysoké frekvenci. Proto se pro tento způsob ustálilo označení HF (High Frequency), které najdeme i v označení svářeček podporujících bezdotykové zapálení oblouku. Zdroj HF se obvykle nazývá ionizátor. Princip HF zapalování můžeme přirovnat k blesku při bouřce. Vysokonapěťová jiskra, která přeskočí mezi elektrodou a svařovaným materiálem, zapálí oblouk bez rizika kontaminace svaru wolframem a wolframu základním materiálem. HF zapalování se tedy hlavně využívá pro spoje vysoké metalurgické kvality svaru. Také nedochází k výraznému opotřebení broušeného konce elektrody.
V praxi zapalování probíhá tak, že nastavíme konec wolframové elektrody cca 2 - 3 mm nad materiál (můžeme se opřít o hranu keramické hubice). Stisknutím tlačítka na hořáku dojde k zapnutí HF ionizátoru ve svářečce a mezi wolframovou elektrodou a základním materiálem začnou přeskakovat jiskry. Ještě předtím se pustí ochranný plyn (automaticky elektromagnetickým ventilem ve zdroji), který proudí z hubice hořáku. Jiskry ionizují plyn a po chvilce dojde k zapálení oblouku. Po úspěšném zapálení se ionizátor (v případě DC svařování) automaticky vypne. V případě AC svařovaní zůstává ionizátor zapnutý, aby při průchodu napětí nulou nedošlo ke zhasnutí oblouku.
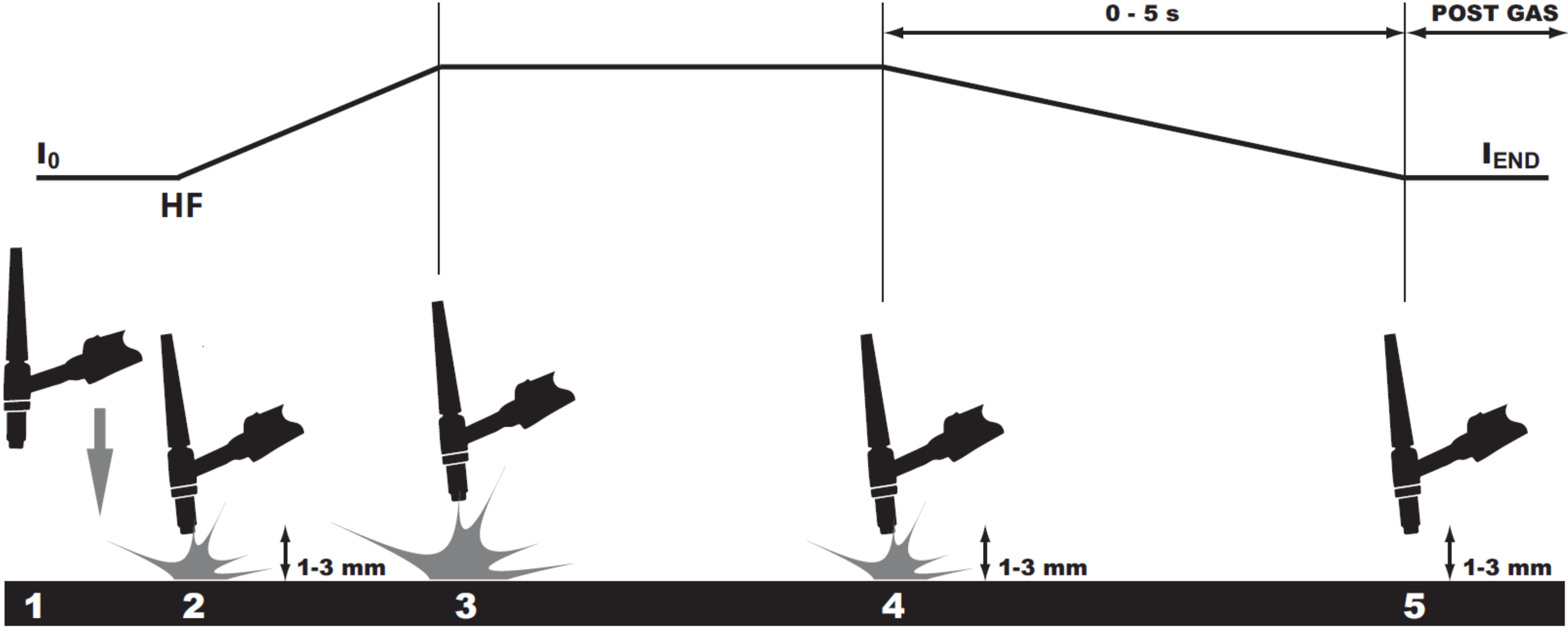
Princip startu a ukončení svařování při HF startu
1.) Přiblížení wolframové elektrody ke svařovanému materiálu. 2.) Stiskněte tlačítko na hořáku - vysokofrekvenční (HF) zapálení oblouku. 3.) Svařovací proces. 4.) Zakončení svařovacího procesu a aktivace DOWN SLOPE (vyplnění kráteru) se provádí uvolněním tlačítka na hořáku. 5.) Zakončení svařovacího procesu - digitální řízení automaticky vypne svařovací proces, aktivuje se funkce POST GAS (dofuk plynu).
Nevýhodou HF zapalování je silné elektromagnetické rušení, které může ovlivnit, nebo i poškodit citlivou elektroniku poblíž místa svařování. V takových případech je ale možné (resp. nutné) vysokofrekvenční start vypnout a zapalovat pomocí LIFT ARC startu. Z tohoto důvodu disponují HF svářečky i funkcí pro dotykový LIFT ARC start. A protože s HF zdroji můžete svařovat i obalenou elektrodou, nalezneme na ovládacím panelu zdroje přepínač metod MMA/TIG LA/TIG HF.