Alfa In aXe 200 SDpulse
Kód: E.471Související produkty
















Detailní popis produktu
Multifunkční invertorová svářečka pro metody MIG/MAG, FCAW, MMA a TIG DC. Na podvozku. Napájení 1×230 V. Proud 20-200 A. Zatížení 160 A/60 %. PULSE/DOUBLE PULSE, SYNERGIE, TIG PULSE, JOBY. 4-kladkový posuv. Kladky 22/30. Průměr cívky 300 mm (18 kg).
Rozsah dodávky
- Alfa In aXe 200 SDpulse
- Zemnící kabel - délka 3 metry
- Plynová hadice
- Redukce cívky
Popis
Alfa In aXe 200 SDpulse je kompaktní jednofázová invertorová svářečka české výroby, určená pro svařování metodami MIG/MAG, FCAW, MMA a TIG DC s dotykovým startem LIFT ARC. Díky široké nabídce profesionálních funkcí vč. režimu MIG PULSE/DOUBLE PULSE a plně synergického režimu MIG SYN je svářečka vhodná nejen pro každodenní práci v dílnách, kovovýrobě nebo při opravách, ale lze ji doporučit i náročným domácím uživatelům.
Předností svářečky je i její nízká hmotnost (46 kg) v kombinaci s vysokým výkonem klasických odbočkových svářeček (trafosvářeček).
Svařování v ochranné atmosféře MIG/MAG
Metoda MIG/MAG je za použití vhodného ochranného plynu vhodná pro svařování nelegovaných a nízkolegovaných ocelí (CO2 nebo směsný plyn), nerezu (směsný plyn) nebo hliníku a jeho slitin (argon). Pro metodu MIG/MAG je rozsah svařovacího proudu 20-200 A, zatížení svářečky je 165 A/60 %.
Nelegované a nízkolegované oceli lze kromě metody MIG/MAG svařovat i metodou FCAW (plněnými dráty s vlastní ochranou), pro kterou svářečka nabízí možnost změny polarity.
Výkonově je svářečka vhodná pro dráty o průměru 0,6-1,2 mm, použít lze cívky o průměru 200 mm (do 5 kg) a 300 mm (do 18 kg). Svářečka je vybavena čtyřkladkovým posuvem drátu s podávacími kladkami 22/30 - poháněné jsou nejen kladky podávací, ale i kladky přítlačné. Manipulaci s drátem nebo výměnu kladek usnadňuje LED osvětlení vnitřního prostoru podavače.

Pro metodu MIG/MAG svářečka disponuje obvyklými funkcemi, jako je nastavení rychlosti posuvu drátu (svařovacího proudu) a velikosti svařovacího napětí (s plynulou regulací). Vedle toho lze nastavit předfuk a dofuk ochranného plynu, přibližovací rychlost drátu nebo čas dohoření drátu. Díky elektronicky nastavitelné tlumivce lze upravovat charakteristiku svařovacího oblouku (tvrdost/měkkost). Samozřejmostí jsou funkce zavedení drátu a test plynu.
K dispozici je 10 pamětí pro uložení svařovacích parametrů (jobů), které lze snadno vyvolat na ovládacím panelu.
Pro dlouhé svary je svářečka vybavena režimem 4T (čtyřtakt), který umožňuje svařovat bez nutnosti držení spouště hořáku. V režimu 2T (dvoutakt) musí uživatel spoušť hořáku držet stále.
Synergický režim MIG SYN
Kromě manuálního režimu MIG/MAG, kdy si uživatel svařovací parametry nastavuje sám, může svářečka aXe 200 SDpulse pracovat i v plně synergickém režimu MIG SYN. V tomto režimu svářečka přednastaví optimální svařovací parametry v závislosti na typu základního materiálu, průměru svařovacího drátu a typu ochranného plynu. Svařovací parametry lze nastavit i dle tloušťky svařovaného materiálu, což umožňuje dosahovat optimálních svarů i méně zkušeným svářečům. V synergickém režimu je možné provádět korekci jednotlivých svařovacích parametrů.
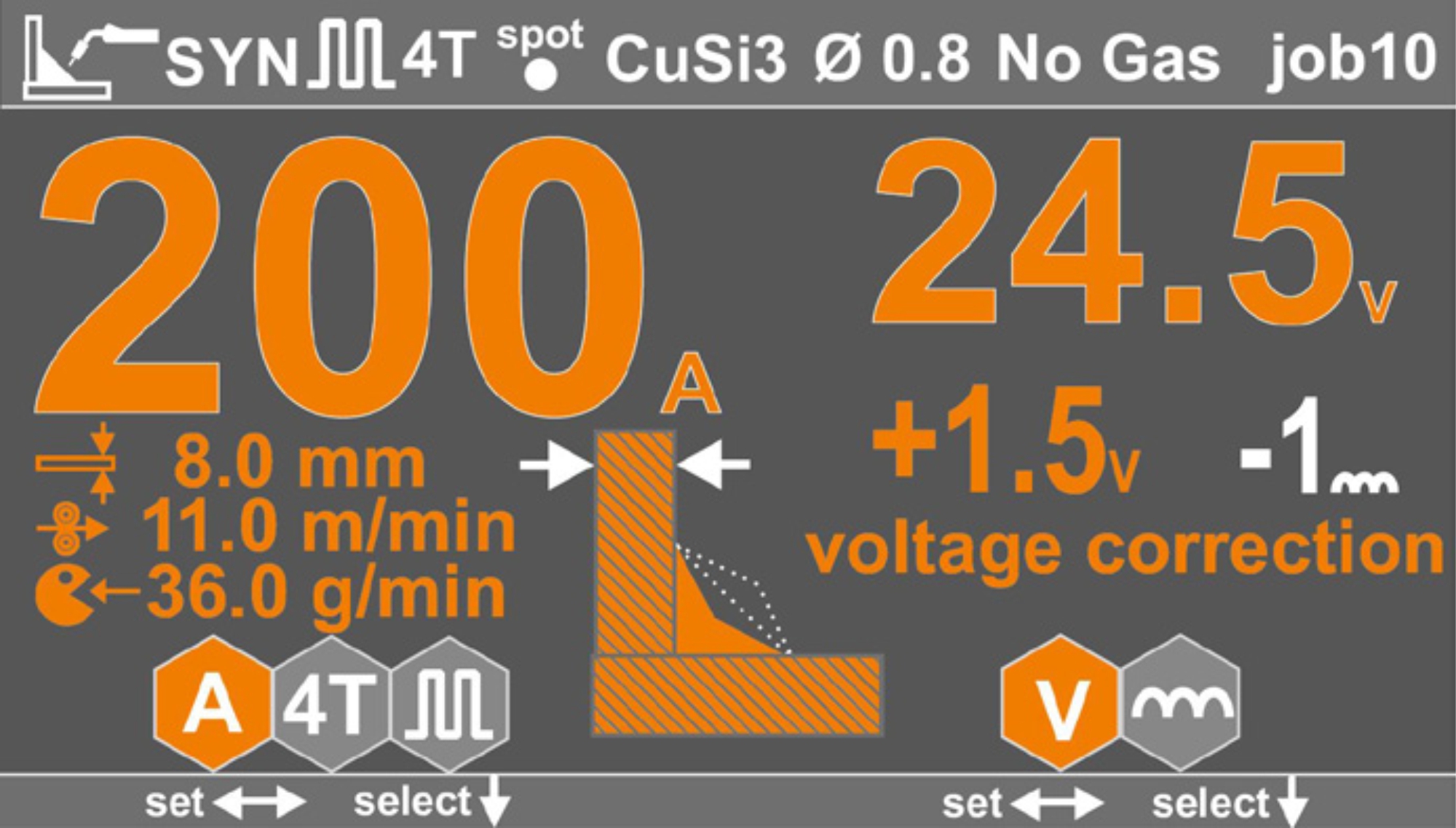
K dispozici jsou synergické programy pro ocel (Fe), nerez (CrNi), hliník (AlMg a AlSi), pro tvrdé pájení (CuSi3) a také pro svařování plněnými dráty (i s vlastní ochranou). Průměr drátu lze nastavit v rozsahu 0,6 až 1,0 mm. Vybírat lze z různých ochranných plynů - CO2, argon, nebo jejich směsi v různých poměrech.
Režim MIG PULSE/DOUBLE PULSE
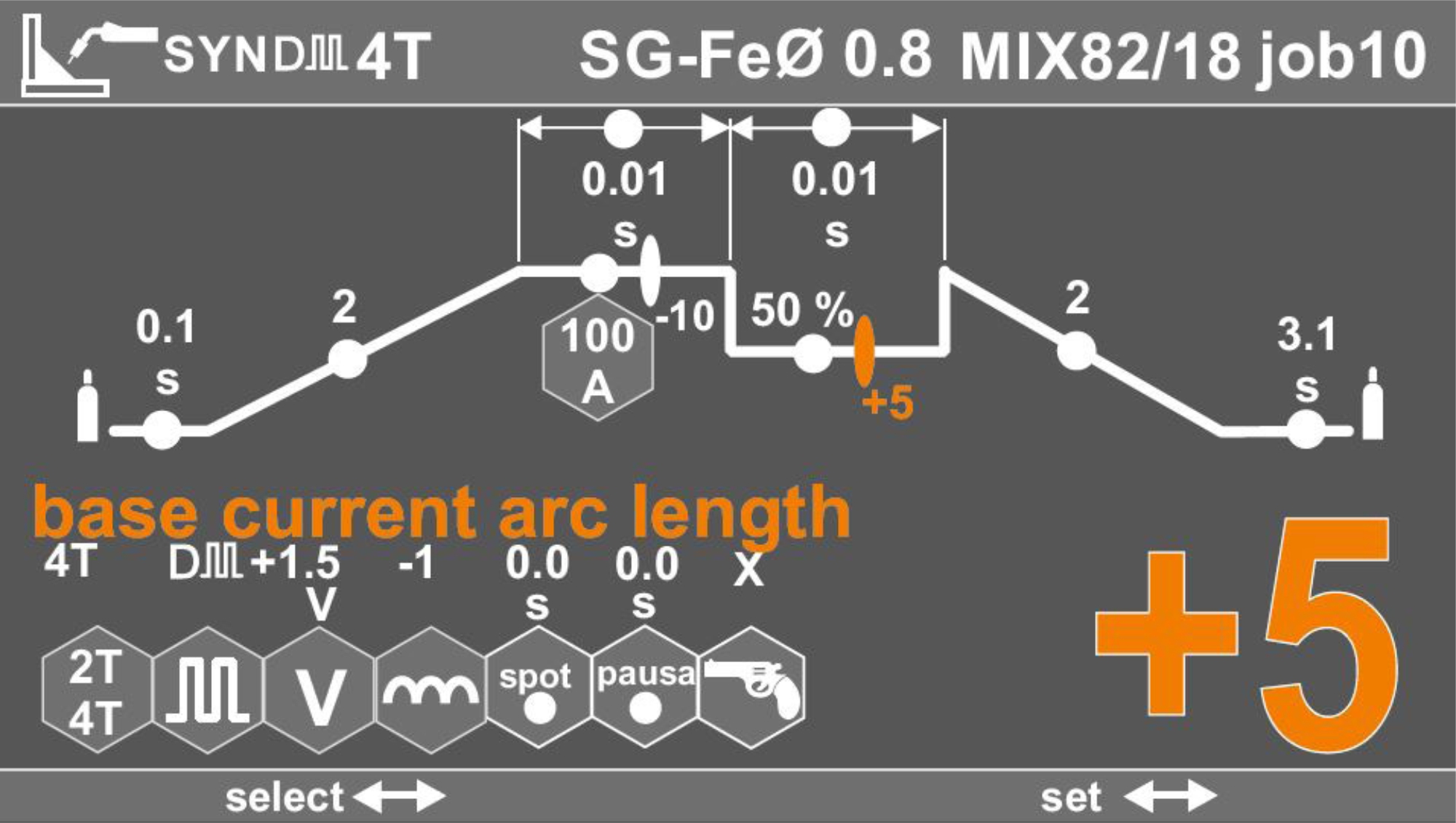
Pro metodu MIG/MAG je svářečka vybavena funkcí pulsního režimu MIG PULSE. Oproti klasickému zkratovému či sprchovému (Spray Arc) přenosu kovu využívá MIG PULSE řízený průběh proudu, při kterém se proud pravidelně střídá mezi dvěma úrovněmi:
- Špičkový proud (Ip) - Odděluje jednu kapku roztaveného drátu do svarové lázně při každém pulsu.
- Základní proud (Ib) - Udržuje oblouk stabilní, svarovou lázeň kapalnou a snižuje tepelné zatížení materiálu.
Frekvence pulsu (počet pulsů za sekundu) se udává v hertzech (Hz), kdy každý puls odpovídá jedné přenesené kapce kovu (1 Hz = 1 kapka za sekundu). Frekvenci lze nastavit v rozsahu 1-500 Hz.
Svařování v režimu MIG PULSE má řadu významných předností, díky nimž představuje vysoce univerzální a kvalitní svařovací metodu. Mezi hlavní výhody patří:
- Vyšší kvalita svaru - Pulsní režim zajišťuje stabilní oblouk a rovnoměrný přenos kapek kovu. Výsledkem je hladký, lesklý a čistý svar.
- Minimální rozstřik - V ideálním případě je pulsní režim bezrozstřikový, což šetří čas při následném čištění.
- Lepší kontrola vneseného tepla - Pulsní režim umožňuje použít nižšího průměrného proudu, čímž snižuje množství vneseného tepla do základního materiálu. To je ideální při svařování tenkých plechů nebo citlivých materiálů, kde hrozí propálení či deformace.
- Vynikající svařitelnost hliníku a nerezu - U hliníku zajišťuje stabilní oblouk a výborné smáčení svarové lázně i při nižších proudech, u nerezových ocelí pak čistý svar bez oxidace a zabarvení.
Nadstavbou režimu MIG PULSE je režim DOUBLE PULSE, který k pulsaci svařovacího proudu přidává ještě pulsaci výkonu. Díky střídání "teplejší“ a "chladnější“ fáze zklidňuje svarovou lázeň, umožňuje ještě přesněji řídit vnesené teplo a pomáhá omezit deformace u tenkých materiálů.
Zároveň bez složitého vedení hořáku vytváří pravidelnou, esteticky atraktivní housenku s typickým "šupinovým" efektem, kterou známe ze svařování metodou TIG. Režim DOUBLE PULSE je proto ideální pro pohledové svary a nalezne uplatnění zejména při svařování nerezu nebo hliníku.
Svařování obalenou elektrodou MMA
Metoda MMA je vhodná pro svařování nelegovaných a nízkolegovaných ocelí, nerezu, hliníku a jeho slitin nebo litiny. Využít lze celý sortiment obalených elektrod s výjimkou celulózových. Pro metodu MMA je rozsah svařovacího proudu 20-200 A, zatížení svářečky je 165 A/60 %. Výkonově je svářečka vhodná pro obalené elektrody do průměru 4,0 mm.
Pro snadné zapálení oblouku je svářečka vybavena nastavitelnou funkcí HOT START, která dočasně zvyšuje proud na začátku svařování. Další uživatelsky nastavitelnou funkcí je ARC FORCE, která zajišťuje stabilitu oblouku tím, že dynamicky zvyšuje nebo snižuje svařovací proud v závislosti na délce oblouku (vzdálenosti elektrody od materiálu). Samozřejmostí je i funkce ANTI STICK, která okamžitým snížením svařovacího proudu usnadňuje uvolnění elektrody při jejím případném přilepení k materiálu.

Novinkou u metody MMA je pulsní režim, který je známý spíše z TIG a MIG/MAG svářeček. Principem pulsního režimu je pravidelné střídání dvou svařovacích proudů (horní, dolní), četnost střídání (pulsace) lze nastavit tak, aby svarová lázeň měla mezi pulsy dostatek času alespoň na částečné ztuhnutí. Režim MMA PULSE je vhodný zejména pro svařování slabších materiálů - používá se pro snížení množství vneseného tepla do základního materiálu, čímž se minimalizuje riziko deformace. V pulsním režimu se zároveň snižuje i množství rozstřiku.
Kabel s držákem elektrody není součástí dodávky a je nutné ho dokoupit samostatně.
Svařování v ochranné atmosféře TIG DC
Další metodou, pro kterou lze svářečku aXe 200 SDpulse využít, je svařování metodou TIG DC (netavící se wolframovou elektrodou) s dotykovým zapálením oblouku LIFT ARC. Tato metoda je vhodná pro svařování tenkých materiálů nebo pro pohledové svary a lze ji využít pro ocel, nerez nebo měď. Pro svařování hliníku a jeho slitin metodu TIG DC využít nelze.
Pro metodu TIG DC je rozsah svařovacího proudu 10-200 A, zatížení svářečky je 165 A/60 %. K dispozici je funkce pulsního režimu TIG PULSE, jejímž principem je pravidelné střídání dvou svařovacích proudů (horní, dolní). Četnost střídání (pulsaci) lze nastavit v rozsahu 0,5-999 Hz tak, aby svarová lázeň měla mezi pulsy dostatek času alespoň na částečné ztuhnutí. Režim TIG PULSE je vhodný zejména pro svařování slabších materiálů - používá se pro snížení množství vneseného tepla do základního materiálu, čímž se minimalizuje riziko deformace.

Mezi další funkce patří DOWN SLOPE (plynulý doběh proudu), která po nastavenou dobu plynule snižuje svařovací proud na konci svaru. To umožňuje kontrolovaný konec svaru s vyplněním kráteru na jeho konci a zároveň hladší uzavření svarové housenky. Funkci je možné uživatelsky nastavit. Dalšími funkcemi pro metodu TIG DC jsou nastavitelný dofuk plynu a přepínání režimu 2T/4T.
Pro metodu TIG DC je nutný TIG hořák s ovládacím konektorem SMART (lze i s funkcí UP/DOWN) osazený wolframovou elektrodou, přídavný materiál v podobě TIG drátů, ochranný plyn argon a redukční ventil pro argon. Uvedené příslušenství není součástí dodávky a je nutné ho dokoupit samostatně.
Ovládání
Všechny funkce se nastavují pomocí rozměrného ovládacího panelu s barevným displejem. Volba funkcí a nastavení požadovaných hodnot se provádí pomocí tlačítek a dvou otočných enkodérů.
Svářečka aXe 200 SDpulse je chlazena řízeným ventilátorem, který je v provozu pouze tehdy, je-li chlazení potřeba. V opačném případě se ventilátor automaticky vypne. Tím dochází k menšímu opotřebení ventilátoru, ke snížení hlučnosti, úspoře elektrické energie a snížení množství absorbovaných látek (např. prachu).
Samozřejmostí je i ochrana proti přehřátí. Pokud dojde během svařování k přehřátí svářečky, svařování se ukončí a na ovládacím panelu se rozsvítí kontrolka přehřátí. Jakmile se teplota sníží, kontrolka zhasne a svářečka je opět připravena k použití.
Funkce pro metodu MIG/MAG
- 4-kladkový posuv drátu
- Plná synergie nebo manuální režim
- MIG Pulse/Double pulse - pulsní režim
- Možnost nastavení parametrů dle tloušťky základního materiálu
- Elektronická tlumivka - pro nastavení tvrdosti oblouku
- Nastavitelný předfuk a dofuk plynu
- Nastavitelná přibližovací rychlost drátu
- Nastavitelné bodování
- Nastavitelný čas dohoření drátu
- Paměti pro uložení svařovacích parametrů - 10 pozic
- Změna polarity - pro plněné dráty s vlastní ochranou
- Režim 2T/4T
- Test plynu
- Zavedení drátu
Funkce pro metodu MMA
- MMA PULSE - snižuje množství tepla vneseného do základního materiálu
- HOT START - usnadňuje zapálení oblouku dočasným zvýšením proudu
- ARC FORCE - zajišťuje stabilitu oblouku zvyšováním nebo snižováním proudu
- ANTI STICK - usnadňuje uvolnění přilepené elektrody dočasným snížením proudu
Funkce pro metodu TIG
- LIFT ARC START - zapálení oblouku lehkým dotykem elektrody se základním materiálem
- TIG PULSE - snižuje množství tepla vneseného do základního materiálu
- DOWN SLOPE - plynule snižuje proud na konci svaru na hodnotu koncového proudu
Ostatní funkce
- USB port pro upgrade firmwaru
- Podpora UP/DOWN hořáků a dálkových ovládání
- Vypínání ventilátoru
- Tepelná ochrana
Doplňkové parametry
| Kategorie: | Svářečky CO2 (MIG/MAG a multifunkční) |
|---|---|
| Záruka: | 2 roky |
| ? Pro svařovací metody: | MIG/MAG / MMA / TIG DC |
| ? Provedení stroje: | Kompaktní |
| ? Rozsah dodávky: | Samostatná svářečka |
| ? Typ stroje: | Na podvozku |
| ? Konstrukce stroje: | Invertor |
| ? Napájecí napětí: | 1×230 V |
| ? Jištění: | 16 A |
| ? Chlazení hořáku: | Plynem |
| ? Funkce PFC: | Ne |
| ? Funkce DRÁŽKOVÁNÍ: | Ne |
| ? Funkce CEL: | Ne |
| ? Funkce MIG SYNERGIE: | Ano |
| ? Funkce MIG PULSE: | Ano |
| ? Funkce ZMĚNA POLARITY: | Ano |
| ? Funkce TIG PULSE: | Ano |
| ? Start TIG oblouku: | LIFT ARC |
| ? Minimální proud (MIG/MAG): | 20 A |
| ? Maximální proud (MIG/MAG): | 200 A |
| ? Zatěžovatel 100 % (MIG/MAG): | 130 A |
| ? Zatěžovatel 60 % (MIG/MAG): | 165 A |
| ? Zatěžovatel 30 % (MIG/MAG): | 200 A |
| ? Regulace napětí: | Plynulá |
| ? Připojení MIG/MAG hořáku: | EURO přípojka |
| ? Počet kladek podavače: | 4 |
| ? Rozměr kladek podavače: | 22/30 |
| ? Kladky pro drát: | 0,8 - 1,0 mm |
| ? Maximální průměr cívky: | 300 mm |
| ? Maximální hmotnost cívky: | 18 kg |
| ? Minimální proud (MMA): | 10 A |
| ? Maximální proud (MMA): | 200 A |
| ? Zatěžovatel 100 % (MMA): | 120 A |
| ? Zatěžovatel 60 % (MMA): | 150 A |
| ? Zatěžovatel 25 % (MMA): | 200 A |
| ? Minimální proud (TIG DC): | 10 A |
| ? Maximální proud (TIG DC): | 200 A |
| ? Zatěžovatel 100 % (TIG DC): | 130 A |
| ? Zatěžovatel 60 % (TIG DC): | 165 A |
| ? Zatěžovatel 40 % (TIG DC): | 200 A |
| ? Připojení svařovacích kabelů: | 35-50 |
| Rozměry (Š x D x V): | 474 x 911 x 670 mm |
| Hmotnost: | 45,2 kg |



Buďte první, kdo napíše příspěvek k této položce.
Buďte první, kdo napíše příspěvek k této položce.
ALFA IN je česká společnost založená v roce 1998. Již od samého počátku se společnost soustředila na vývoj a výrobu svářeček a plazmových řezaček. Se svářečkami a plazmami PEGAS, PERUN, aXe nebo Svarog se tak můžete setkat téměř v každé domácí nebo zámečnické dílně. Pod svou privátní značkou HOMER Tools nabízí společnost ALFA IN produkty, které cenově přímo konkurují hobby marketům a obchodním řetězcům, ale zároveň garantují vyšší kvalitu a plné servisní zázemí.
Postupem času do svého výrobního portfolia zařadila značka ALFA IN i produkty z dalších oblastí - CNC řezací portály, elektrocentrály a ATS záložní zdroje MEDVED Arctos a Grizzli, transformátory nebo plynové filtry.
Vedle vlastní výroby je společnost ALFA IN výhradním dodavatelem technologií pro orbitální svařování ORBITEC a od roku 2013 je výhradním dovozcem vysoce kvalitních svařovacích hořáků PARKER Torchology a ARC Torchology. Jako systémový integrátor realizuje společnost ALFA IN komplexní dodávky a instalace automatizovaných a robotizovaných pracovišť. Důkazem o aktivním přístupu k zavádění nových technologií je to, že společnost ALFA IN se v Česku stala jedním z prvních dodavatelů vláknových laserů pro laserové řezání.
Sídlem společnosti je rozsáhlý areál v průmyslové zóně Nová Ves u Třebíče, kde je soustředěna nejen výroba, vývoj a skladové prostory, ale také předváděcí centrum s možností předvedení všech produktů včetně CNC řezacích portálů a automatizovaných pracovišť. Mnoho informací o produktech společnosti ALFA IN získáte na kanále YouTube.
| Výrobní společnost : | ALFA IN a.s. |
|---|---|
| Adresa : | č.p. 74, 675 21 Nová Ves u Třebíče, Česká republika |
| E-mail : | info@alfain.eu |