Proč je elektroda obalená? Z čeho se skládá a k čemu slouží Mám zvolit bazickou nebo rutilovou? Patří elektroda na (+) nebo (-) pól? Jaká je doporučená hodnota svařovacího proudu? To vše se dozvíte z následujícího článku.
Obalená elektroda
Obalená elektroda pro ruční obloukové svařování se skládá ze dvou částí - jádra a obalu. Jádrem elektrody je drát nebo tyčovina s průměrem nejčastěji od 1,6 do 7,0 mm. Obal (tavidlo) je nanesen na jádru. Chemické složení obalu určuje vlastnosti svarového kovu, musí vyhovovat daným základním materiálům a použitému svařovacímu proudu. Obal obalené elektrody má tři funkce: plynotvornou, ionizační a metalurgickou.
Svařování obalenou elektrodou lze charakterizovat jako metodu svařování elektrickým obloukem s kovovými, odtavujícími se elektrodami, které jsou obaleny tavidlem. Pro hoření elektrického oblouku se využívá jak stejnosměrný, tak střídavý elektrický proud, vždy v závislosti na použitých elektrodách a svařovaném materiálu.
Jako u všech metod obloukového svařování se dociluje roztavení základního a přídavného materiálu hořením elektrického oblouku mezi základním materiálem resp. svarovou lázní a tavící se obalenou elektrodou. Během hoření oblouku se elektroda odtavuje, kov se ukládá do svarové lázně a tím dochází k vytvoření svarového spoje. Z obalu elektrody se během svařovacího procesu tvoří struska, která vyplave na povrch svarové lázně a na něm také ztuhne. Struska slouží jako ochrana při chladnutí svarového kovu. Strusku je nutné velmi dobře odstranit, zvláště pokud bude kladena další vrstva svarových housenek. Při nedokonalém odstranění strusky dojde k zalití strusky následujícími vrstvami svarového kovu - tím se vytvoří nepřípustné vady ve svarovém kovu, tzv. vměstky.
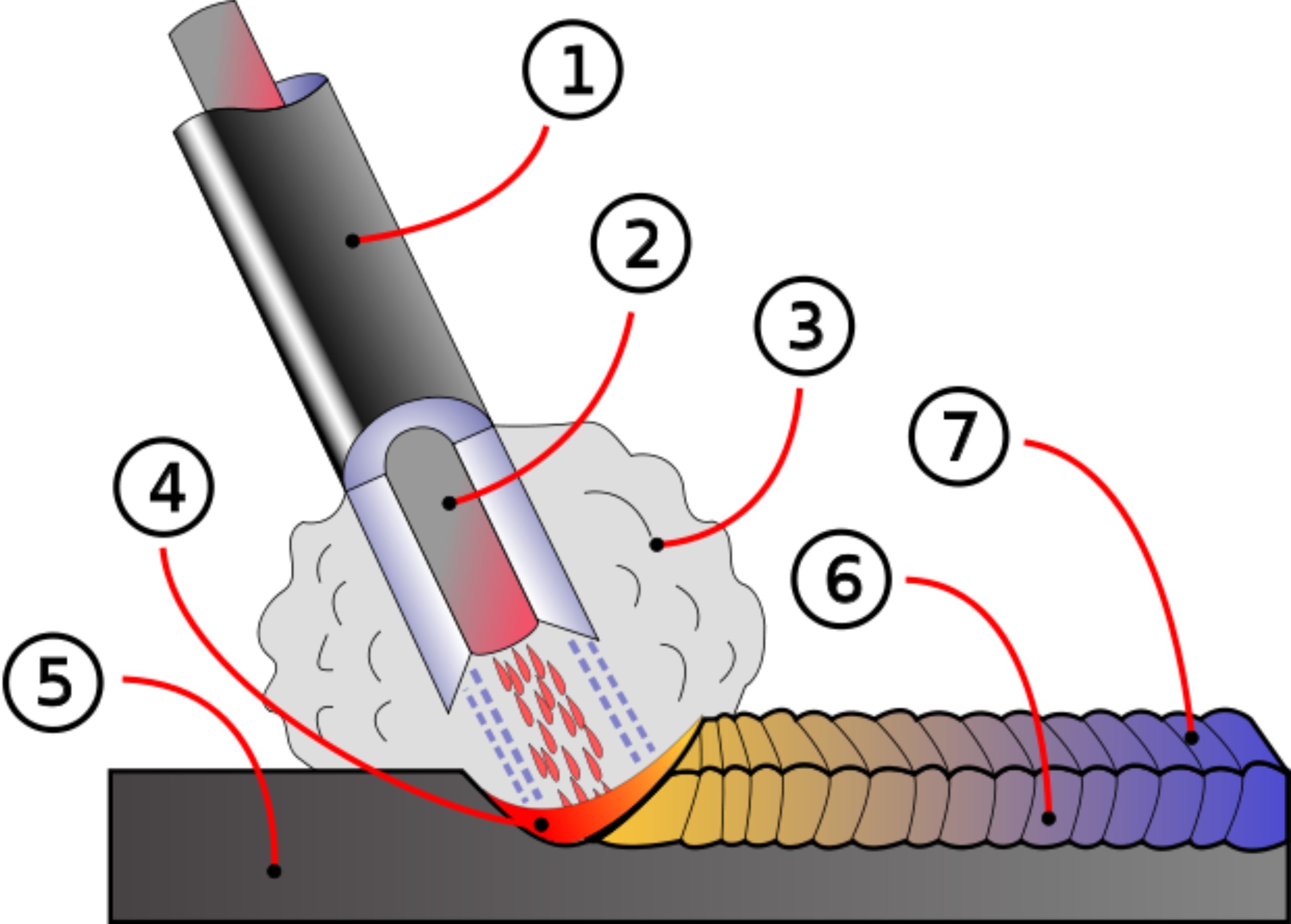
Schéma ručního obloukového svařování obalenou elektrodou:
(1) obal elektrody, (2) kovové jádro elektrody, (3) ochranná atmosféra, (4) svarová lázeň, (5) základní materiál, (6) svarový kov, (7) struska
Tři funkce obalu elektrod
1. Plynotvorná
Zajišťuje tvorbu ochranné atmosféry z kouře a plynů vznikajících při hoření elektrického oblouku a spalování tavidla. Ochranná atmosféra brání atmosférické oxidaci (přístupu vzdušného kyslíku a dusíku do svarové lázně) a tím zajišťuje kvalitu svaru a požadované plastické vlastnosti svarového kovu.
2. Ionizační
Má za úkol snadné zapálení elektrody a hoření oblouku. To je zajištěno rozkladem solí alkalických kovů v obalu. Ionizaci (zvyšující vodivost dráhy oblouku) obstarávají složky jako draslík, sodík, lithium a sloučeniny vápníku.
3. Metalurgická
Způsobuje rafinaci svarového kovu (odstranění nevhodných prvků - např. fosfor, síra) a zároveň dodává prvky propalované ve svařovaných materiálech. Při svařování ocelí dochází k propalování molybdenu, titanu, křemíku, chromu a dalších prvků, které proto musí být do elektrody při výrobě přidány (buď do jádra elektrody nebo do jejího obalu). Tento proces se nazývá legování. Podle množství legujících prvků se rozlišují elektrody na oceli nízkolegované (do 4 % jiných kovů), středně legované (5 – 10 %) a vysokolegované (nad 10 %), mezi něž patří také korozivzdorné oceli.
Nejběžnější druhy obalů
Bazický
Obsahuje cca 45 % fluoritu, 40 % vápence, 1 % oxidu křemičitého, 5 % feromanganu, rutilu, vodního skla a další. Elektrody s bazickým obalem vyžadují stejnosměrný proud a nepřímé zapojení elektrody na plus pól (DC+). Výjimku tvoří obaly na bázi zirkonu, které lze použít i při střídavém proudu. Bazické elektrody jsou vhodné pro svařování ve všech polohách. Velmi dobře se uplatňují při požadavku vyšší plasticity svarového spoje, tj. nízkého obsahu difúzního vodíku, nižšího vneseného tepla atd.
Rutilový
Obsahuje až 90% titanových rud, buď rutil nebo ilmenit, dále vápenec, oxid křemičitý, feromangan a další. Elektrody s rutilovým obalem se používají pro střídavý (AC) nebo stejnosměrný proud a přímé zapojení elektrody na mínus pól (DC-). Velmi dobře se zapaluje elektrický oblouk, strusku lze velmi snadno odstranit. Protože závar je velmi malý, nedoporučuje se používat tyto elektrody pro svařování silných plechů, ale vhodné jsou naopak na svařování plechů tenkých. Dosažené plastické vlastnosti jsou horší než u bazických elektrod. Rutilové elektrody způsobují menší rozstřik a není třeba je přesušovat.
Kyselý
Obsahuje cca 50 % magnetitu, 20 % oxidu křemičitého, 20 % feromanganu, 10 % vápence, rutilu, vodního skla a další. Elektrody s kyselým obalem jsou vhodné pro střídavý (AC) nebo stejnosměrný proud a přímé zapojení elektrody na mínus pól (DC-). Kyselé elektrody se přednostně používají pro polohy PA (vodorovná shora) nebo PB (vodorovná šikmo shora). Elektrody s kyselým obalem umožňují hluboký závar a disponují vysokým výkonem. Svary jsou náchylnější ke vzniku tzv. krystalizačních trhlin z důvodu nedokonalé rafinace síry a fosforu. Svarový kov má nižší pevnost, ale vyšší houževnatost. Elektrody s čistě kyselým obalem jsou dnes již téměř historií a většina výrobců od jejich výroby již upustila.
Rutil-bazický
Tento typ obalu kombinuje dobré svařovací vlastnosti rutilových elektrod s vysokou kvalitou svarového kovu danou bazickými elektrodami. Rutil-bazický obal poskytuje nejlepší operativní vlastnosti při svařování koutových svarů jak ve svislé, tak ve vodorovné poloze. Proud může být zpravidla stejnosměrný (DC+) či střídavý (AC).
Rutil-kyselý
Opět se jedná o kombinaci výše uvedených obalů rutilového a kyselého a opět si zachovává to nejlepší z obou obalů. Typickým zástupcem je elektroda ESAB OK 68.81 pro obtížně svařitelné oceli. Proud může být zpravidla stejnosměrný (DC+) či střídavý (AC).
Kromě výše uvedených obalů je možné setkat se i s elektrodami s dalšími typy obalů: celulózový, rutil-celulózový, grafitový apod. Zpravidla se pak jedná o elektrody speciální, pro specifické použití - pro svařování silnostěnných potrubí, železničních kolejnic, pro řezání nebo drážkování. Tyto elektrody mohou vyžadovat specifické svařovací zdroje co do funkcí nebo výkonu.
Jakou obalenou elektrodu mám zvolit?
V případě speciálních elektrod (na hliník, litinu, přechodové spoje apod.) je obal dán typem elektrody a moc na výběr nemáte. U elektrod pro svařování ocelí si ale můžete vybrat. Máte-li zdroj střídavého proudu, tedy transformátor (nikoliv invertor), zvolte elektrodu s rutilovým obalem. Pokud máte stejnosměrný zdroj (trafo s usměrňovačem, tyristorový usměrňovač, invertor), můžete použít elektrodu s libovolným obalem. Jen je třeba dát pozor na doporučenou polaritu, tedy jestli elektroda bude připojena na (-) pól nebo (+) pól. Požadovaná polarita je vždy uvedena na krabičce elektrod nebo v materiálovém listu elektrod.
Zpravidla je to tak, že elektrody s rutilovým obalem připojujeme na (-) pól a elektrody s bazickým obalem na (+) pól zdroje. A jestli jsou pro invertor lepší bazické nebo rutilové? Každému vyhovuje něco jiného a vhodný výběr elektrody se odvíjí i od dané aplikace. Nicméně naše obecné doporučení je následující:
- Rutilové elektrody doporučujeme pro běžné aplikace - zámečnické práce, opravy strojů, práce "okolo domu". Zástupcem těchto elektrod jsou např. Böhler Q E 6013 nebo ESAB E-R 117.
- Bazické elektrody doporučujeme pro náročné aplikace - výrobu tlakových nádob, kotlů, stavby lodí apod. Zástupcem těchto elektrod jsou např. Böhler Q E 7018, ESAB E-B 121, ESAB E-B 123 nebo ESAB OK 48.00.
Hodnota svařovacího proudu dle průměru obalené elektrody
Velmi častým dotazem našich zákazníků je, jaký nastavit svařovací proud v závislosti na typu a průměru elektrody. Doporučený svařovací proud je vždy uveden na krabičce elektrod nebo v materiálovém listu elektrod. Pokud nemáte tyto informace k dispozici, je možné použít následující vzorec:
| Svařovací proud [A] = 35 ~ 45 x průměr jádra elektrody [mm] |
Pro elektrodu o průměru jádra 2,5 mm pak výpočet vypadá takto:
| 2,5 [mm] x 35 ~ 45 = 87,5 ~ 112,5 [A] |
Uvedený vzorec přesto berte jako orientační - doporučený svařovací proud se může lišit dle typu a výrobce elektrod. Jak již bylo uvedeno, vždy je doporučeno vycházet z informací od výrobce. U všech elektrod, které na našem e-shopu naleznete, je materiálový list obsahující tyto informace vždy ke stažení.